

吸塑托盘,由于其模具有成本低、制作周期快、质量轻、单价低的特点,在轻工业的包装上得到的广泛的应用。为了完成托盘物料的自动化出入库作业,采用托盘自动化扬州吸塑泡壳输送系统对托盘物料进行输送已十分普遍。但由于出入库能力的不同,对托盘自动化输送设备的选择和布局,直接影响吸塑泡壳厂输送效率和项目成本。下面就浅析几种常用的吸塑托盘分离、叠放 、输 送 机 构 。
专业吸塑泡壳加强力筋设置,由于薄壁制品,其形式可采取在容器制品底部和侧壁设置凹凸花纹,(注意花纹的深宽比同力学的抗弯强度有关,一般取hb/)3/2),以增加强度。c.采用组合模具形式,如插套性或可拆性。注意薄壁容器的堆积重量是很小的,但占据的比容积较大,不利于运输,所以要将吸塑泡壳厂制品尽可能设计成具有一定的锥度,以便相互插套,成型工艺也需要这样;而可拆式模具,有利于加工及模具维修,更换等成型工艺方式的选择根据制品要求的用途,一般有三种成型方式:5.1阴模法,适合各种内衬的容器,较深凹进花纹,图案的成型,如杯盘类件,美术品等。
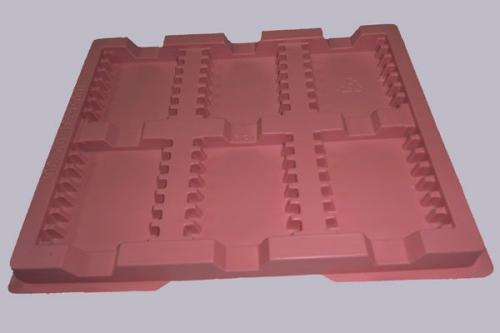
塑料托盘质轻、耐水,不易受虫害影响,美观、整洁,可反复使用,有利于露天作业和存放与木质托盘相比,其硬度及周转使用率可提高3~5倍。在我国正处于专业吸塑泡壳高速增长期目前,国内流通所需托盘每年约为8000万只其中港口用2000万只(出口),总的需求还会进一步增长。塑料托盘尽管面市较晚,成本相对较高,但每年仍以大于10%的速度增长。托盘在仓储、运输业中被广泛使用。随着我国国际贸易以及物资存储和运输业发展,粗放散装式的储运方式已逐步向集中整箱集约方式转变,托盘吸塑泡壳厂在这一转变中起着重要作用。20世纪80年代以前几乎是木质托盘一统天下。

从塑料片材成形材料特性数据分析开始,采用扬州吸塑泡壳非线性有限元计算和多物理场耦合的计算方法,模拟塑料片材成形过程,从中获得制品设计与质量控制所需要的工艺参数。研究主要包括实验研究以及真空吸塑成型模拟研究。设计具有吸塑泡壳厂典型成型特征的模具并用其加工出制品,对制品的质量进行分析。同时,归纳热塑性工艺的材料特性和成型过程规律,建立三维模型进行计算机模拟分析。经过实验与模拟数据的比较,计算机模拟厚度数据与实测值最大误差在13%以内。

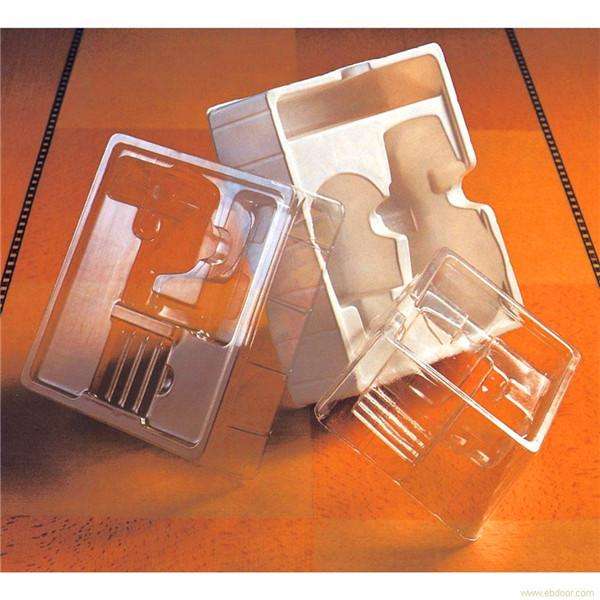
本实用新型涉及一种三折插卡式吸塑泡壳,包括下盖、与下盖配合的上盖,连接下盖侧面和上盖侧面的连接板,连接板专业吸塑泡壳与下盖连接处设有折痕,连接板与上盖连接处设有折痕,下盖压在连接板顶面,下盖设有向上的凸台,凸台顶面设有放置产品的容纳腔,上盖设有开口向下的型腔,下盖罩在型腔内,连接板顶面设有纸卡,纸卡位于连接板尾部一端设有向上折起的限位卡,限位卡夹在吸塑泡壳厂上盖尾部与凸台尾部之间。本实用新型通过连接板连接上盖和下盖且通过折痕依次折叠在连接板上,将纸卡夹在下盖和连接板之间



